水溶性切削油のエマルションタイプとシンセティックタイプの違いについて
水溶性切削油には油剤メーカーによっていろんな表現の仕方がありますが大きく分けてエマルションタイプ、シンセティックタイプがあります。以前のコラムの「水溶性切削油の機械への影響について」に記載した通りそれぞれメリットとデメリットがあります。今回はエマルションタイプとシンセティックタイプで水分が蒸発した状態について考えたいと思います。これは加工後のワーク、機械の内部、ツールチェンジャー周辺、測定具などに付着した切削油が乾燥したことを意味します。エマルションタイプとシンセティックタイプではもともとの原液に含有している水分量の差と原液の水分を除いた不揮発分量(水以外の成分、有効成分量)と性状の違いがあるからです。エマルションタイプでは不揮発分は一般的には100~85%程度に対しシンセティックタイプでは30~50%です。またエマルションタイプではそのほとんどが油分に対しシンセティックタイプでは水溶性の合成成分です。そのためエマルションタイプでは水分が蒸発した状態では蒸発前の80%の量となり粘性は基油の粘度で決まりますが油分のため乾燥せず流動性もあり液状です。しかしシンセティックタイプは製品によっては蒸発前の30%ぐらいの量になりまた非常に粘性が高く固着したニス状の状態になります。従ってシンセティックタイプでは切削油が乾燥した後のワーク、機械の内部、ツールチェンジャー周辺、測定具のべたつきについてのトラブルが多く見られます。長年清掃していなかった部分に切り屑と切削油が固着してしまっている、ツールチェンジャー周辺の動きが悪い、マイクロメーターが固着して動かないなどは切削油がシンセティックタイプであることが原因が多いと思われます。水分が蒸発する前に除去できていればトラブルは防ぐことはできます。またワークに残ったシンセティックタイプの被膜は水溶性被膜であるため油溶性の炭化水素系や塩素系洗浄剤では落ちません。エマルションタイプでは基本的には脱脂可能です。洗浄剤のタイプによって油剤を選定する必要があります。このようにシンセティックタイプはクーラントの状態では清浄であり使いやすい反面注意が必要です。
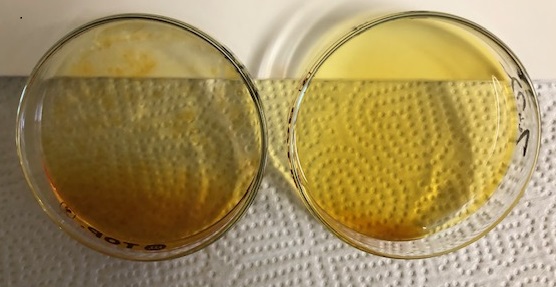
右 エマルションタイプ
左 シンセティックタイプ
105℃×2時間後の状態
エマルションタイプでは流動性があり液が下へ流れていきますがシンセティックタイプは固着して動きません。