植物由来原料切削油の欠点とその克服
植物油由来原料の切削油は高引火点、カーボンニュートラル効果によるCo2排出削減、高潤滑性といった利点がありますがデメリットとして鉱物油と比較して熱安定性が悪いという点が挙げられます。これは鉱物油にはない植物由来の脂肪酸が原料である要因です。ケミカットF900シリーズは植物油由来の脂肪酸と特殊なアルコールを反応させた合成エステルが基油となっており特に不純物の少ない安定した原料で構成していますので現在では通常の使い方では長期の使用でも安定した性能があります。
熱安定性の良し悪しを、1つの例として過去に某ユーザー様の実例で申し上げます。
このユーザー様はMC機で新油から3か月程度で油剤の酸価値が上昇し、同時に粘度もかなり高くなり、その結果として切削油の吐出量が少なくなり、冷却性、切削性等の加工性能に悪影響が出てきました。この現象は切削油の熱安定性の脆さと考え、弊社は何度も熱安定性の改善に試行錯誤しながら、ケミカットF920の初期品を試作しました。この製品は、酸価値、粘度等の上昇は観られず、油剤の大幅な寿命UPに繋がりました。
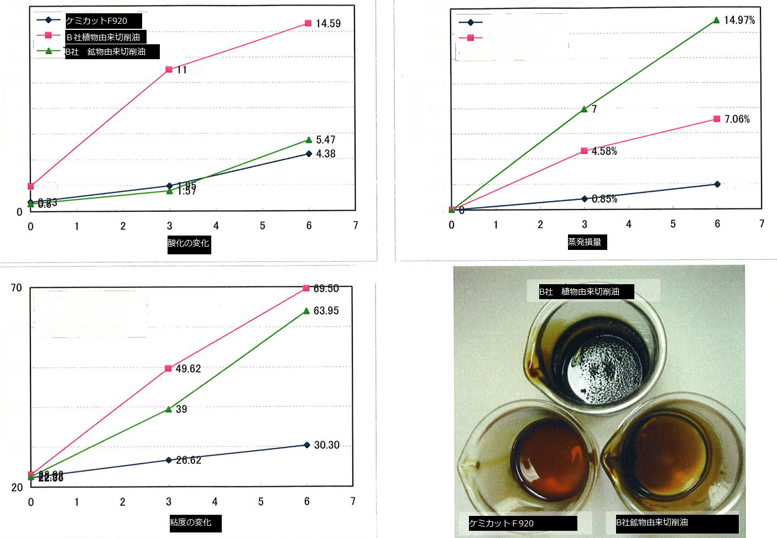
下記の試験データは平成23年にある大手ユーザーに採用頂いた際の耐熱性試験結果です。条件は150℃×6日間という非常に過酷な試験です。25,000Lという非常に大きなタンクを持つ超大型工作機械で失敗は許されない採用コンぺで実施したものです。エジェクタードリル加工がメインとなるため、これらの加工では切り屑の排出は加工での重点項目であり、妨げとなる粘度の上昇は極力防止しなければなりませんでした。この試験結果の内容から採用を頂くことができました。その後10年間無交換でご使用されて再度ケミカットを採用して頂き現在もご使用頂いております。
| 試験条件 150℃×6日ターンテーブル試験機 サンプリング量50g 蒸発損量の変化 酸価の変化 動粘度 の変化 |
 |
| 蒸発損量 | 減少率 % |
| ケミカットF920 | 1.94 |
| B社植物油由来切削油 | 7.06 |
| B社鉱物油系切削油 | 14.97 |
| 酸価の変化 | 酸価の変化 mgKOH/g | 酸価の増加分 mgKOH/g |
| ケミカットF920 | 0.7⇒4.3 | 3.6 |
| B社植物油由来切削油 | 1.9⇒14.5 | 12.6 |
| B社鉱物油系切削油 | 0.6⇒5.4 | 4.8 |
| 動粘度 | 動粘度の変化 40℃ mm2/s | 動粘度の増加分 40℃ mm2/s |
| ケミカットF920 | 20.7⇒30.3 | 9.6 |
| B社植物油由来切削油 | 23.0⇒69.5 | 46.5 |
| B社鉱物油系切削油 | 22.5⇒63.9 | 41.4 |