ミスト加工油について
ミスト加工用切削油(MQL:Minimum Quantity Lubrication)について、わかりやすくまとめます。 従来の「洪水加工(大量のクーラント)」と違い、ごく少量の切削油をミスト(霧状)にして工具先端へ吹き[…..]
![]()
0721-24-2480

ミスト加工用切削油(MQL:Minimum Quantity Lubrication)について、わかりやすくまとめます。 従来の「洪水加工(大量のクーラント)」と違い、ごく少量の切削油をミスト(霧状)にして工具先端へ吹き[…..]

お客様より「水溶性切削油のエマルションタイプとソリューションタイプのそれぞれタイプによって管理方法が違うのでしょうか。」と質問がありました。エマルションタイプ比べソリューションタイプはよりシビアに管理しないとトラブルにな[…..]
工作機械メーカーから切削油について疑問に思うことの質問の続きです。今回は油性切削油についての質問に回答したいと思います。 ① 長く使用している切削油の状態が良いか悪いかを確認する方法はありますか? 新油と使用油の粘度や酸[…..]

工作機械メーカーから切削油について疑問に思うことの質問を頂きました。今回は水溶性切削油についての質問について回答致します。 ① 水溶性切削油で腐って匂いを放つ切削油の匂いを消して再利用できる方法はあるか? 殺菌剤という薬[…..]
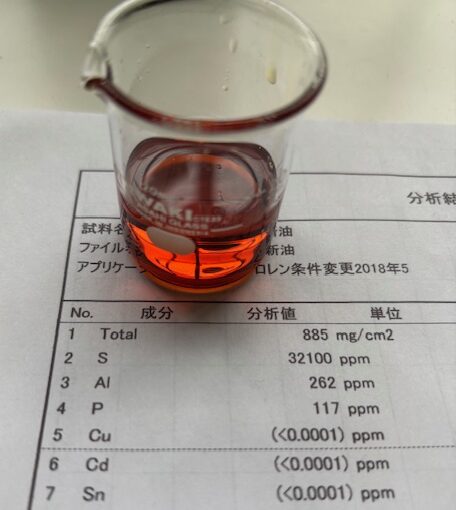
極圧剤(EP剤)は、高温・高荷重下で金属面と化学反応を起こし、せん断強度の小さい被膜(トライボフィルム)を形成して焼き付きを防止する添加剤であり、その中でも硫黄系極圧剤は最も古典的かつ汎用性の高いものです。塩素フリータイ[…..]

油性切削油の寿命評価には、化学的・物理的特性の変化や加工性能の低下を指標とする方法があります。以下の要因を測定・評価することで、切削油の交換時期を判断できます。 1. 油性切削油の寿命を決定する要因 (1) 物理的・化学[…..]

切削油が原因で手荒れを引き起こす主な理由には、以下のような要因があります。それぞれの原因を把握することで、適切な予防策を取ることができます。 1. 切削油に含まれる成分 切削油には、加工の効率を上げるための様々な化学物質[…..]

切削油はモノづくりに欠かせないものですがものづくり以外の企業様にはなじみのないものです。用途として金属加工の際に使用される液体で、工具の摩耗を防ぎ、加工精度を高めるために使用されています。今回は切削油に関するいくつかの簡[…..]

潤滑油のベースオイルの分類には、アメリカ石油協会(API)の基準に基づいて、グループⅠからグループⅤまでの5つのカテゴリに分けられています。現在の金属加工油の主流はグループⅠのものですが今回はグループⅢ以上の高品質ベース[…..]

超硬材料を水溶性研削油で加工していると段々と赤紫色に着色してくることがあります。これは超硬合金には一般的にコバルトがバインダーとして使用されていますが、このコバルトがクーラントに溶出しているからです。この研削時のコバルト[…..]